Machine shop math is an important consideration for CNC programmers and machinists.
One of the more common problems I have seen in my years in the machine shop is a general lack of readily available and handy information on machine shop math – specifically on feeds, speeds and related formulae.
Whether you are programming a 5-axis CNC machine or turning handles on a 60 year old knee mill the numbers don’t lie. However, one very important lesson I have learned is to respect the variables. Any common formula you are going to use in the machine shop will provide you with the information you need to approach the cut appropriately but remember to always treat that number as a starting point. There are an immeasurable number of variables with any cut, all the way down to the atmospheric conditions in the shop. Tooling manufacturers will provide you with suggested numbers whether it be surface feet per minute, chip load per tooth, revolutions per minute, inches per minute or any combination of those and more. It can all get very confusing and overwhelming but don’t quit on me now. I am hoping this post can serve as go-to information for you and your shop, and hopefully I can make some sense of it for you.
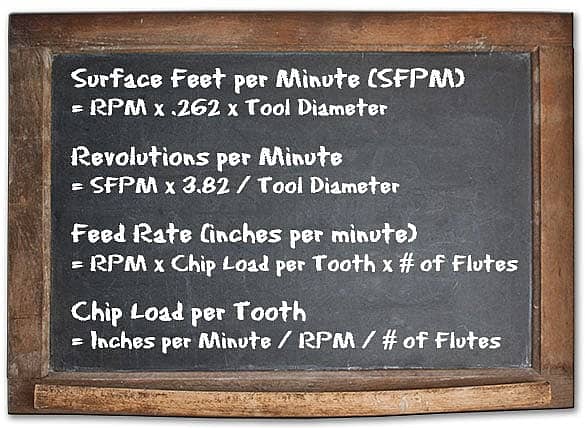
As you can see in the above formulae in order to calculate any of these you need to already know some of the other data to input. This is where the tooling manufacturers come in. They can provide information to you for their specific tools and applications. However there is some basic information based on the material you are cutting that I will provide to you right now. Keep in mind that these are starting points, the best judge will be your eyes and ears. The following is a list of suggested SFPM for common materials:
Machine Shop Math – SFPM for Common Materials:
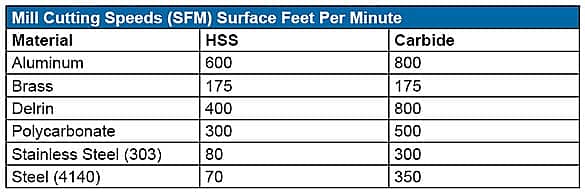
So let’s say we are using a .500” solid carbide end mill cutting aluminum. Looking at our chart the suggested SFPM is 800. In order to determine our suggested RPM we use the above formula SFPM x 3.82 / Tool Diameter:
I will give you another example, this time with a significantly smaller tool. We are going to use the same material but this time with a .125” solid carbide end mill.
You can clearly see where the tool diameter drastically changes the suggested parameters, and where a high RPM spindle is a valuable factor. This table can be used for these common materials however the manufacturer of the tools you choose will most likely have specific information on the tools you purchased which should always be used when available.
Are you still with me? I know, you feel like you are in high school algebra again. All of these numbers will make more sense when you start applying them to jobs in YOUR shop on YOUR machine, until then stick with me! I promise it will be worth your time. We are going to move on to Inches per Minute.
If you reference the formula above Feed Rate (inches per minute) = RPM x Chip Load per Tooth x Number of Flutes you see that in order to calculate this you need tool information. Chip Load per Tooth is the amount of material a tooth, or flute, of the tool is removing in one revolution. Most tooling manufacturers have suggested chip load information available, but you can also use your own knowledge and expertise to make a suggestion.
In this example we are going to be using a .500” solid carbide end mill with three flutes to cut aluminum. Since we already know from the first example that the suggested RPM is 6,112 all we need is the chip load per tooth. The manufacturer suggests .005” per tooth chip load on this tool, so we have all of the information we need to calculate our feed rate.
See? That is not as confusing as it looked. However, here is where some of variables come into play. Serious consideration needs to be made for the type of cut you are performing. If you are milling a slot with full tool engagement then you need to be more conservative. However, if you are utilizing a dynamic strategy (as discussed in another blog post) then you could potentially be more aggressive. As I stated in the beginning, these numbers are starting points.
Finally, we will discuss how to calculate Chip Load per Tooth. This is a useful formula for both preparing for a cut or programming and analyzing an existing cut. You can easily look at your program while trying to optimize either surface finish, cycle time, or tool life and this will be a good indicator of proper tool utilization.
Let’s say we were running that last example at 4,000 RPM instead of the suggested 6,112. We also ran it at 120 IPM rather than 91.68 IPM. Our results weren’t great and Quality Control wants answers… NOW! So, let’s check the numbers!
This is double the manufacturers suggestion, therefore a very good place to start looking for problems. Using the formula that you have now mastered, you know that you either need to bring your feed rate down or your RPM up to meet the requirements.
Now that you are armed with a basic understanding of these formulae and the knowledge that NONE of this is set in stone, you are ready to start applying it to your everyday work. You will be amazed how quickly you won’t need to reference any charts or websites to be confident in your numbers and the job of programming a very expensive CNC machine will become a little less stressful. Access the Speeds & Feeds Guide