The never-ending deliberation … Cycle Time Vs. Surface Finish
For most machinists, it’s a constant quandary, cycle time vs. surface finish? Do I optimize for a perfect surface finish or a minimized cycle time? I know I’ve personally spent hours of programming time in order to shave off precious seconds of cycle time. The reality is that in this day and age, you probably can’t completely sacrifice one for the other (cycle time vs. surface finish) because demand will always be high for both. So, if you’re like me, you’ll ramp up the feed rate, organize the tool changes, minimize retract height and optimize the cut path … and that’s gotten you close … but not close enough. So now what?
Well, good news … dynamics is here!
Ok that may sound a bit boisterous, but there’s good reason for the excitement. To understand why, you have to understand dynamics and we feel that our good friends over at CNCCookbook do a great job of explaining when they say:
“The ability to control the machine’s contour dynamics is a bit like the ride control on a modern high performance car’s suspension: do you want a comfortable ride, sporty, or full race?”
I like to think of it switching from a jackhammer to an exacto-knife, but you get the idea. There’s three main parameters at play in a dynamics adjustment:
Circle resolution: The fineness of movements in an arc.
Acceleration: The change of velocity over time.
Jerk: The rate of change of acceleration.
So using a DATRON high speed milling machine as an example – dialing down these values in Dynamic 1 within the control software, we get the most precise movements with the most gentle acceleration ramp, which leads to the best surface finish possible. First, however, you need to rough out that part and this is where Dynamic 5 shines. At over 4 times greater values than in Dynamic 1, the time advantage you can gain is significant.
I’ll illustrate the range between Dynamic 1 and Dynamic 5 by milling the part below.
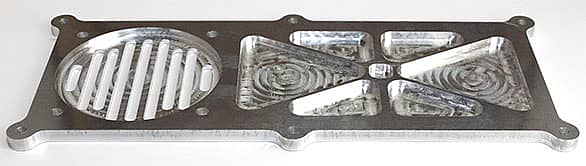
On Dynamic 1 you can mill one of these parts every 8 minutes 40 seconds Not bad, but on Dynamic 5, each part is milled in 6 minutes 3 seconds. In both instances, the spindle speed is 40,000 RPM and the feed rates are 4 m/min. with a 6mm single flute end mill and 3 m/min. with a 3mm single flute end mill. So the only variable is the Dynamic setting.
What is really great is that unlike the more time consuming portions of program optimization, adjusting these settings is as simple as typing “dynamics” in your editor and selecting 1-5.
So, if you’re perplexed by the cycle time vs. surface finish dilemma it’s time to consider Dynamics. Dial it in and enjoy the best possible of both worlds.