Carbide Products: Small CNC Investment Yields Huge Advancement
When a unique job came along, Carbide Products turned to DATRON for a milling solution that was easy to program and control, and with faster feeds and speeds in aluminum.
In 1985, Danny Strippelhoff became a partner in the business that his grandfather established in Georgetown, KY in 1943. Now, he oversees the day-to-day operations of the Carbide Products, Inc. as President/CEO. In 1987, another of the founder’s grandsons, Paul Strippelhoff, joined the business and now oversees all manufacturing operations as Vice President.

In particular, the company is adept at producing small runs of very small parts to exacting tolerances with requirements for superior surface finishes. According to Paul Strippelhoff, “Most of our jobs are 2- to 50-piece runs and in terms of size, in many cases, you can hold a dozen parts in the palm of your hand.” Often their customers provide them with prints and the job is quoted based on that print. But, Strippelhoff explains, “Sometimes we ask the customer if we can change the print a little bit to make it easier to manufacture. We work closely with all of our customers to save them money and save us time.”
In 2016, a unique job came in that the company hadn’t seen or heard of before. An equine podiatrist asked them to manufacture special aluminum horseshoes including corrective horseshoes for horses with hoof or gait problems and horseshoes for yearlings in the thoroughbred racing industry. According to Strippelhoff, “We were getting some pretty big orders for a local equine facility, and our VMCs were just not fast enough. So, we were looking for something different, something easy to program and control, and with faster feeds and speeds in aluminum.”
During their research to find the ideal machine for this project, they came across the DATRON M8Cube, a German-engineered high-speed milling machine with a 40”x30” work area and spindle speeds up to 60,000 RPM. Strippelhoff says, “It just seemed perfect for the horseshoe job. Additionally, we had a date stamp screw job for the mold industry that we had earmarked for the M8Cube.”

A trip to IMTS in Chicago in September 2016, solidified the company’s excitement about DATRON technology, but what they saw exhibited by DATRON altered their plans just slightly. Strippelhoff explains, “They were demonstrating a smaller machine called DATRON neo and the newer touch-screen control on that machine just blew us away. Our kids these days are using their fingers on touchscreens to do everything! We decided, that we really had to get one of these in our shop and be on the front end of this technology and embrace it.”
50% Reduction in Cycle Time vs. VMCs
Carbide Products purchased the DATRON neo almost as an experiment, but with their long-term goals still focused on larger DATRON machines. Strippelhoff says, “We decided to get started with the DATRON neo in hopes that the same software and touchscreen would be added to the M8Cube and M10 Pro machines so that we could replace our traditional VMCs with those. The price point on the DATRON neo was good and it doesn’t take up much floor space, so it gave us a chance to get involved with DATRON and see if we like the support that they have and the product that they have without making any huge investments.”

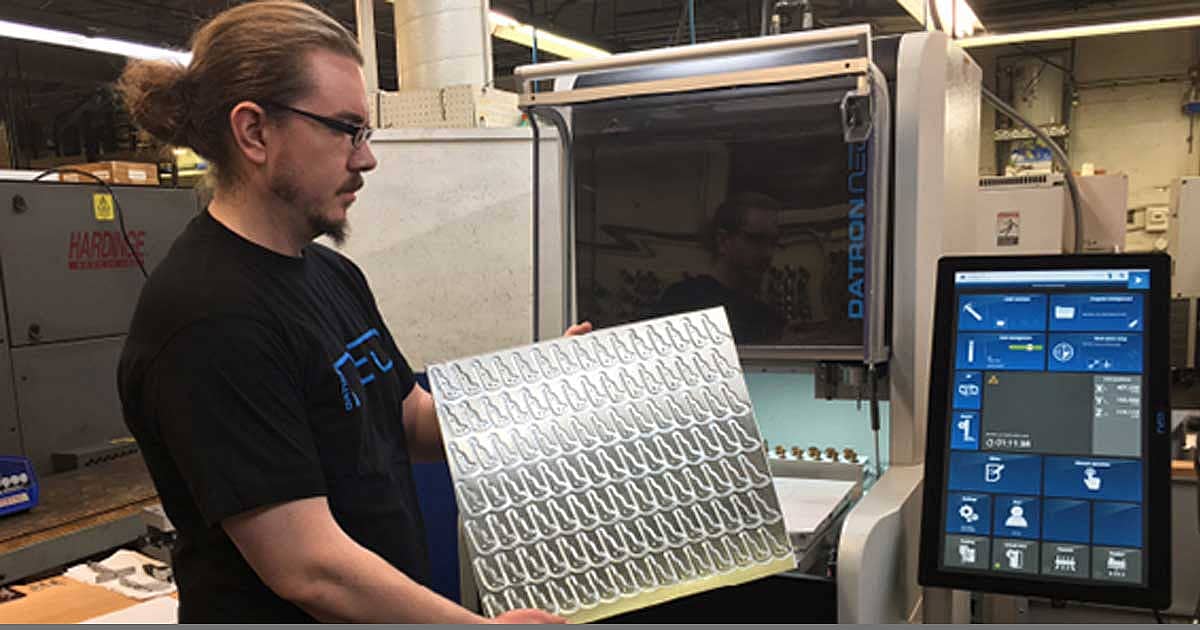
This “experiment” has turned out quite well according to Strippelhoff who was surprised that even the DATRON neo with its 20.5″ x 16.5″ X, Y travel has been able to supplant the company’s smaller Haas machines. He explains, “Currently, we’re making some special lightbulb parts on the DATRON neo that we were making on our Haas Super Mini Mills − and by using the vacuum chuck to hold sheet material on the neo, we’re able to batch machine these parts which has reduced cycle time by nearly 50%.” During the course of purchasing and installing the machine, Carbide Products has been able to get a feel for the American-based service that DATRON offers to support their German-made machining centers. Strippelhoff says, “Our plan to ‘get our feet wet’ with DATRON has worked out well. On a scale of 1-10, I’d give their support a 10 … it’s been really, really great. So, we’re excited now to get into that M8Cube. Everybody there has always been Johnny-on-the-spot and available.”
In terms DATRON neo’s overall ease-of-use, and the ability to quickly setup the machine and integrate it into the production flow, Strippelhoff is extremely pleased and admits, “Honestly, I haven’t personally programmed a CNC mill or written a program or anything for 22 years, and I was able to use this machine right away. The controller with the integrated probe and camera system for part location makes it incredibly easy to set up a job and operate. You don’t have to have your workpiece set up and trammed in, it does the skew alignment for you.” Although Carbide Products had never used HSMWorks before, Strippelhoff praises DATRON for strongly recommending this software, as well as how well it integrates with the DATRON neo in terms of tool libraries. He explains, “What I didn’t know upfront, but was glad to see, is that there’s a tool catalog in HSMWorks for DATRON and all we have to do is plug in a 5-digit number, drop the tool in and all the information is there which is so simple it’s crazy.”
Ultimately though, the “proof is in the pudding” as they say, and all the bells and whistles in the world amount to nothing if the machine isn’t making money for you. Strippelhoff says that is NOT the case with the DATRON neo. He explains, “I currently have 6 different 200-piece jobs running on the DATRON neo all being made with aluminum sheet material. Running multiple parts out of a sheet is completely new to us, instead of making solid-piece parts one up. What this does is gives you the ability to keep your number of tool changes down over a 200-piece order, because while your tool is in the spindle it does all of its work.” As an example, he says, “I’m getting 105 parts out of a sheet and the drill is going to drill all the holes before the machine makes a tool change – and then the machine doesn’t have to pick the drill up anymore. Reducing the number of tool changes has a huge impact on cycle time and this is a big difference between the DATRON and our VMCs.”
At the time that DATRON introduced the DATRON neo to the North American market, it was met with some skepticism on social media forums – mostly by traditional VMC operators who couldn’t imagine that this compact machine was anything but a toy. Within Carbide Products, this has not been the case. Strippelhoff says, “The other machinists in the shop walk by the DATRON neo and they kind of take a step back and are pretty impressed with what they’ve seen so far compared to running their VMCs. They can’t believe the technology that they’re seeing on this machine. Everybody in the shop is excited about it, even the people who aren’t running CNC mills – the lathe guys, guys and gals in the grinding department, everybody just loves watching that thing run.”
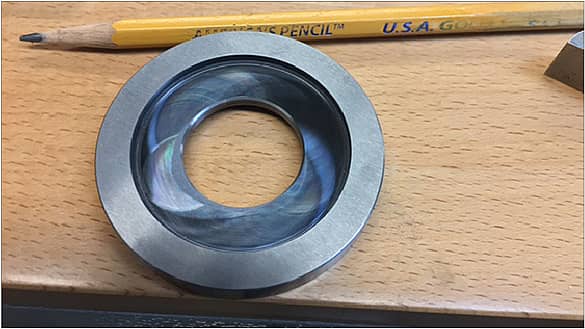
Innovative manufacturers logically find innovative ways to use new technologies — sometimes pushing the limits or using a machine for a process that it was not specifically designed for. That is certainly the case with Carbide Products, and they quickly found a unique use for the DATRON neo that further leverages their capital investment. In this case, they decided to replace the cutting tool with a diamond grinding wheel to use the DATRON neo like a jig grinder to grind a counter bore in solid carbide rolls. Paul says, “This was a task for our very expensive Agie Sinker EDM, but this too has changed.” Some manufacturers find it hard to think outside the box — and when they spec a machine for a job, that’s the job the machine will do until it’s at capacity, and then, they buy another machine to pick up the slack. But, Carbide Products’ methodology is to find every imaginable way to use a piece of equipment even if it means reaching capacity quicker. Strippelhoff says, “Another DATRON, probably the M8Cube, is on the horizon anyway. It has a larger bed size and that will come in handy. And if we do things right, that machine will be as busy as the DATRON neo is.”
As the example above illustrates, it is not simply the technology that drives innovation, but rather the skilled personnel who find the best ways to use it to impact efficiency, capability and ultimately the company’s bottom line. Carbide Products President/CEO, Danny Strippelhoff, says, “It takes the best of the best employees to be successful enough to have the opportunity to invest in the latest and greatest manufacturing technologies. The DATRON neo that we’ve installed is a testimony to their hard work.”