North America | Global
Your customers need smaller and more complex parts every day. To meet this growing demand, you need 60,000 RPM spindle speeds and a workflow that supports them. But high-speed machining is about more than 60,000 RPM spindle-speed. You need to be able to set up, output, and change over to the next job faster. A LOT faster. High-speed machining means producing parts in minutes or hours instead of days. Discover first-hand why 60,000 RPM spindle speed is only one part of the story, and how DATRON Dynamics can help you optimize your entire high-speed machining workflow.
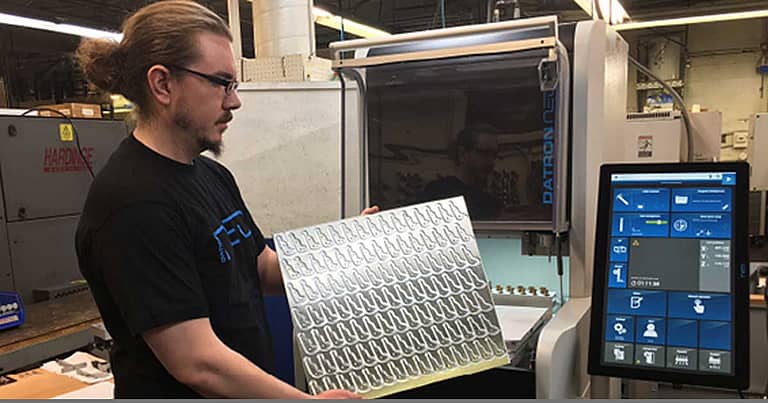
Just about everyone can set up jobs with DATRON’s easy-to-use touchscreen interface.
Setup times go from hours to seconds with DATRON’s gasketless vacuum table.
Register parts in minutes with DATRON’s integrated camera, augmented reality, and probe.
Make your part fast. DATRON users have reported cycle speeds up to 4000% faster.
Remove finished parts without deburring or degreasing and ship straight off the machine.
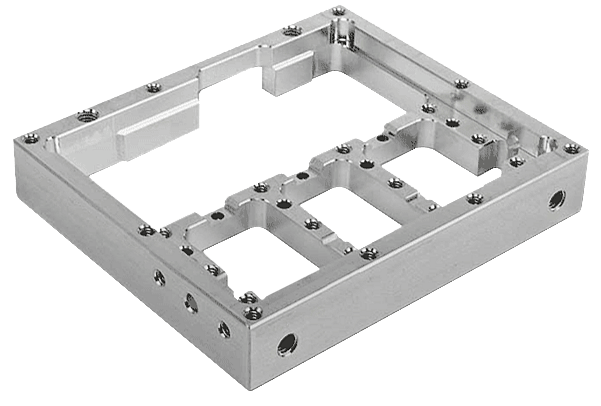
Complement or upgrade your existing capabilities with a precision German-engineered, high-speed machining system that is designed for detailed parts in aluminum and other non-ferrous materials.
Our other VMC doesn’t offer anything higher than 15,000 RPM and other machines of this size just don’t have the speed. Plus, the accuracy of DATRON is really outstanding. I check everything on the CMM, and I’ve posted videos showing parts that have come off the DATRON at roughly 4 microns.
Tim Allard – President, RapidDTM, Inc
I’m a not a machinist and the DATRON has gone into my workflow flawlessly. I’m learning machining and it’s been such an easy transition.
Marc Fournier – Design Engineer, R&D Manufacturing




Our DATRON Experts Help Many Customers Bring Manufacturing In-House. Reach Out To Our Team To See Which Machine And Accessories Are The Right Fit For Your Parts.
Limited Time Only 4.99% Lease Financing Available!