So micro drilling has never been my forte. I have done a lot of drilling but never anything much smaller than 1/64th or so. Well friends, if you were a part of that club too then there is a whole other world of drilling that you have never experienced, and there are some pretty amazing things going on. Some of the more recent research I have done on micro drilling has been very eye opening, and the project I am currently working on has been one of the most challenging in my career – all to drill holes slightly larger than a human hair. We will discuss many of the things to watch out for and some basic parameters to start some of your own research projects.
Much like anything else in the machining world, the numbers don’t lie. Many of the same formulae apply. However, there is MUCH less room for error. Everything from the length of your flute to the geometry on the tip of your drill needs to be scrutinized, and with micro drilling there is no easy answer for anything. Tooling manufacturers will be your best resource for parameters to start with, since they are the experts on their own tools. I am not a tool salesman, so I am not going to promote one brand over the other. That, friends, needs to be part of your research.
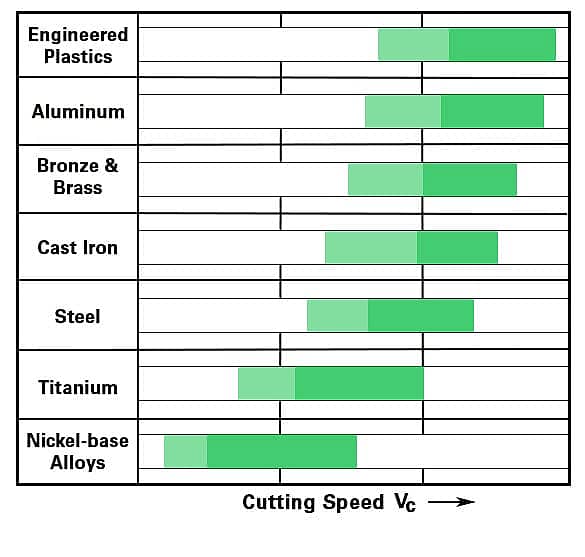
Step 1 in Micro Drilling – Research the Material
That brings me to step one of your micro drilling adventure. Research. You need to know your machine, you need to know your material, you need to know your coolant and coolant system, and you need to know your tools. When I say you need to “know” I don’t mean a basic knowledge. Research it, become as much of an expert as you can on everything you are doing before you even consider cutting metal. When it comes to micro drilling in general there is a lot of research out there, and much of it provides conflicting or confusing information. Arm yourself with the knowledge to fight through it and you will be OK. Research different coolants, research different drills. Drill suppliers and coolant suppliers should both have people that you can talk to over the phone for more information – most importantly specific information about your material.
Currently I am drilling .008” holes into 15-5 PH stainless. The first thing I did was learn as much as possible about 15-5 stainless. It’s an interesting material because it is considered a stainless steel, but it acts like a die steel. Because I knew that before doing my research I was able to navigate my way through the tooling manufacturers’ charts, skip right by stainless steel and take the parameters from the die steel section. I avoided many headaches, because the parameters were very different – much slower spindle speed for the stainless. My point is, material knowledge is key. Know that first.
Step 2 in Micro Drilling – Understand the Coolant

The second step, after you do your homework and figure out the specifics on the material you are running, the coolant you are going to use and narrow it down to two or three drill manufacturers is to look at your program. First and foremost, when you are programming a micro drilling operation is the drill cycle itself. There is varying information available on the most successful strategy, but one thing everyone agrees on is that it has to be a pecking cycle. A chip break cycle (where the drill does not retract fully out of the hole, only enough to break the chip) is generally ineffective because it leaves chips in the hole. On a standard drill the flute is carrying those chips up and out of the hole. Technically, micro drills will do the same, except you really don’t want them to. Drills that small (.008” in my case) DO NOT like re-cutting chips and will eventually break because of it. A full retract on every peck is the strategy I choose, and while it may take a little more time it is the best way to ensure the longest life of your drill. There are machinists (and tooling manufacturers) who will suggest a “chip break, chip break, full peck” strategy, which will be faster but I would only apply this at the upper end of the “micro drilling” scale. This scale by the way is another point of contention. A micro-drilled hole is generally considered any hole smaller than .1”, but you will always have people who disagree. Call it what you will, it’s small. Anyway, back on track. Strategy is very important. You want to make sure that the tool clears the hole with enough distance and time to clear the chip and receive some coolant.
Optimal Coolant for Micro Drilling

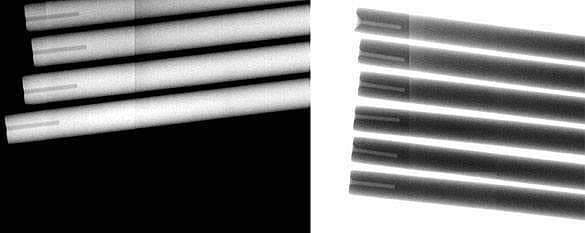
In micro drilling coolant is a key consideration. Here a spray mist (minimum quantity coolant) sprays on a micro drill (shown in comparison with a pencil tip). Yes, we drilled the pencil tip … because we can!
Coolant. It’s an interesting term – true to life, since it is actually cooling the tool, or at least acting as a vehicle for heat transfer. However, in micro drilling the more important aspect is the lubrication. Water-soluble coolants do a very funny thing that most people don’t realize when you’re drilling. When the bottom of your hole fills with coolant and the tool enters the hole, it actually becomes pressurized. Under normal circumstances this is not a concern, but with micro drills being so fragile it can easily be enough to overpower the tool. I am using a misting system for my operation, along with a thin oil that flows well. What happens is the oil pools on top of the part, so no matter what the drill passes through the coolant and lubrication before contacting the part. The only problem this presents is chips. As you machine holes you notice chips building around the completed holes. Due to the fact that the oil is not flowing like a flood coolant, it doesn’t carry the chips away. This is currently a problem I am trying to remedy, but again it’s a very time consuming process that involves much patience … and frustration. You will be OK. Plan to break a few drills, and plan to try different things. Just don’t plan on drilling a hundred holes in ten minutes. Micro drilling is not, and should not be considered a high-speed machining operation. It takes care and precision.
Optimal Tools for Micro Drilling

Finally, I’m going to discuss a little about the actual tools. There are many tooling companies that provide micro drills. In your research you will find that many of them have very specific information on the geometry they use for their cutters and the coatings and every other bell and whistle you can imagine. Do yourself a favor and pay attention. Some of it may seem like fluff, which it may be, but some of it is very important. If you have read any of my other blogs then you know that sometimes seemingly small things make all the difference. Such is the case here. These tools need to be precision ground and incredibly sharp. As is the case with most aspects of micro drilling, there are differing opinions on the tooling material – carbide or high-speed steel. While carbide offers better rigidity and longer sustainability of the cutting edge, high-speed steel offers more flexibility. Carbide is brittle and will break as soon as it’s dull – high-speed steel is more forgiving and lower cost. It all comes down to the workpiece material. This is another situation where I hand it off to the true experts – the ones who make the tools. One last bit of advice on the tooling – don’t go cheap. If you do your research and you find that you can achieve your goals with a $15 drill that’s fantastic. Just don’t shy away from a drill just because it costs $75. The name of the game is value, and be sure to explain to your finance department that the best value doesn’t mean the cheapest drill. If “Drill A” costs $15 and drills 100 holes, and “Drill B” costs $75 but drills 1,000 holes then the better value is Drill B, even at five times the cost.
I would give you an idea of some of the parameters I am running but that would essentially defeat the purpose of my post. Do your research, find your numbers and run with it. I have been very impressed with the success of the base parameters I have received from tooling companies, so always remember – trust in the numbers.
Written by: Kevin Mulhern is an Applications Engineer at DATRON Dynamics. He has over a decade of experience in the industry starting as an apprentice learning the old school ways of manual machining, as well as nearly ten years as a CNC Programmer/Machinist. This industry experience affords him the knowledge to understand the challenges facing our customers on a daily basis.