The mention of hard milling is usually enough to give the average machinist/programmer anxiety. Well save your Xanax friends, because hard milling is not as scary as you think.
There are many factors involved with successful hard milling and I am going to touch on them today. My hope is that you will take the information I give you today and go learn even more. The best thing you can do in approaching any hardened steel is educate yourself before you cut a single chip.
The first and probably most important consideration in hard milling is the construction of your machine. In order to achieve ideal results with hard milling you need an extremely rigid machine that has a high degree of dampening ability.
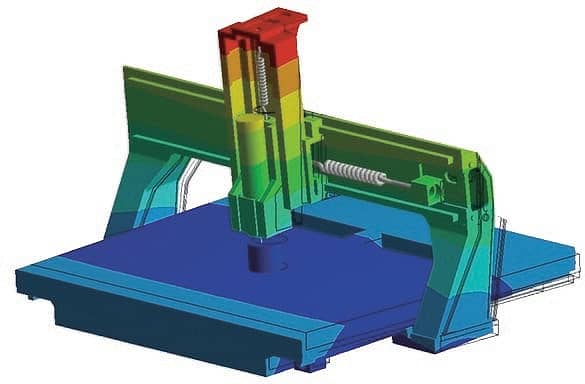
Generally, machines constructed with polymer concrete have many times the dampening ability as machines made with cast iron. It is also important to have a CNC control that will handle the dynamic requirements of the constant and rapid acceleration and deceleration.

Next on the list is the spindle and tool holding. Two very different things, but if one is off the other won’t matter much. You need a rigid spindle capable of high RPM with very little runout. If your spindle has runout then the most concentric and true tool holder in the world will only help you so much. That being said, combining a great high-speed spindle with the best tool holders will yield results you never thought possible. HSK series tool holders are probably one of the most popular in terms of hard milling because the interface with the spindle promotes great rigidity and concentricity.

Of course, we cannot forget tooling itself. If you do a little research you will find there are many tooling manufacturers who make application-specific tooling for hard milling. I tell my kids all the time that I know everything, unfortunately, I don’t think you are quite so gullible. The majority of these tooling manufacturers have experts who can assist you in selecting the tool for the material and specific cut you are making, and I suggest utilizing those services. The cutting tools you choose for your hard milling applications will need to be coated to stand up to the high heat and extremely high abrasive forces involved with these materials, so take your time and learn something.
Also, the tools will most likely not be cheap, so don’t be caught off guard. DO YOUR RESEARCH! If you bring a purchase request to your boss and he chokes on his coffee because the end mills you are buying cost so much, you will be able to throw so many big words at him to justify the purchase that he will have no choice but to sign it. Also, if you need two make sure you request four. That way when he authorizes the purchase of only two he feels he saved the company money and he can puff out his chest while you get what you wanted in the first place. Tried and true techniques, this isn’t my first rodeo.

OK, back to business. The final piece of the puzzle (not really, the puzzle never ends…) is the CAD/CAM software. One of the most important considerations in hard milling is a programming software that can control the load placed on the tool. You want a constant load on your cutting tool without spiking, which means trochoidal milling is in order, or as I usually call it, dynamic strategies. The principle behind dynamic milling in relation to hard milling is the light, constant engagement of your tool into the material. No sharp plunges, smooth constant force. Most of the major CAD/CAM packages out there now have some form of dynamic milling. For more specifics on dynamic strategies see my recent blog post on the subject.

As with anything you do in the machine shop, or garage, or anywhere else you are using these tools and strategies, KNOWLEDGE IS POWER. Research, study, ask the old guys, google it – whatever you have to do, the name of the game is learning. The more you know heading into a challenge the easier it will be to overcome it. Good luck in your first steps into the world of hard milling- it will open your eyes.
Written by: Kevin Mulhern is an Applications Engineer at DATRON Dynamics. He has over a decade of experience in the industry starting as an apprentice learning the old school ways of manual machining, as well as nearly ten years as a CNC Programmer/Machinist. This industry experience affords him the knowledge to understand the challenges facing our customers on a daily basis.




