Have you ever wondered why after milling a hole or pocket that it measures larger at the top of the cut than at the bottom? Or why your gauge pin fits nice and snug in the beginning of the hole but won’t quite make it all the way through? The simple answer is tool deflection. Everything bends. And I mean everything. Tool deflection is an omnipresent yet little understood problem. Worry not my fellow machinists, because it is not your fault! There is no eliminating tool deflection, only controlling and minimizing it. Knowledge is power, and hopefully by the end of this post you will have a working knowledge of the causes of tool deflection and potential solutions.
Simply put, tool deflection is the bending of the tool. When you cut a feature, for this example we’ll say a deep pocket. While cutting you are applying forces to the tool and the material. The material gives, which is why you get chips. However, it does not go down without a fight. When the material pushes back it forces the end of the tool in the opposite direction of the forces being applied to the material. The farther the tool sticks out, the farther the end of the tool will move.
It is possible to calculate tool deflection, but the math involved is quite complicated. If you spend any significant time in a machine shop then you know how often optimization is achieved with your eyes and ears – I consider those two things the most important tools a good machinist can have. However, if you would like to calculate some numbers for tool deflection there are multiple calculators available online. For the purposes of today’s post we will rely on our trusty eyes ears and little bit of that common sense.

Rigidity is the most important factor. As you increase the distance your tool sticks out of your tool holder the rigidity decreases exponentially. There are situations when you need the length, in which case, your best course of action is to use the largest diameter with the least number of flutes. As you decrease the diameter of your tool you also decrease the amount of force required to make it bend. Also, every flute on your cutter reduces the rigidity of your tool. If you are cutting a deep feature, you want to make sure that you are using the largest diameter the print will allow in order to optimize tool performance. Even if you need to rough with a larger diameter tool, and finish with a smaller tool in order to meet specification on your corner radii that’s OK. You also want a tool with the least number of flutes, and only stick the tool out as much as you truly need to. When researching tools, you will find that there are tools for which rigidity is a major concern and many “micro” tools come with a tapered shank to increase rigidity.
Carbide Tools vs. High Speed Steel Tools to Reduce Tool Deflection
If you think tool deflection is an issue, or you are performing cuts aggressive enough that it is causing you problems, then one thing you should always consider is carbide tooling. Aside from the benefits like higher SFPM and better tool life, carbide is about three times more rigid than high speed steel. Keep in mind however, that carbide is extremely brittle – that is not a good combination when talking about tool deflection. It takes more to deflect it, but if you provide enough force the tool is not as forgiving and will break, so beware.
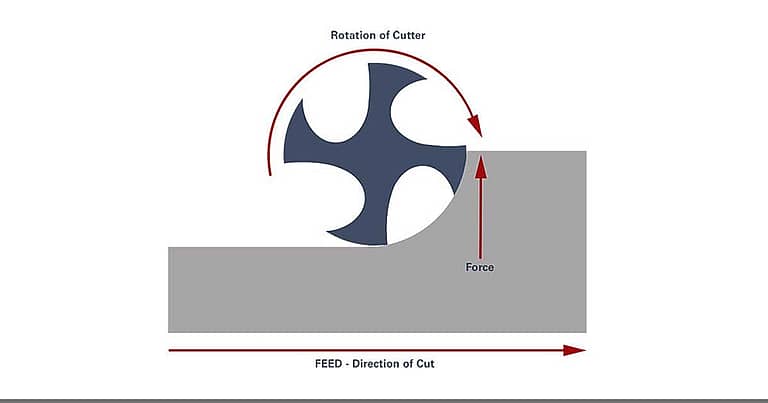
As discussed in my “Climb Milling vs. Conventional Milling” blog post, cutting strategy can affect tool deflection. Utilizing dynamic toolpath strategies (see my blog post “Dynamic Milling”) can assist in minimizing tool deflection due to the light radial cut. If you rough the feature using a dynamic toolpath and make sure you are climb milling then you should be happy with your results. As discussed in these other posts, for the finish you have a couple options – either climb mill the finish or conventional mill a spring pass, or conventional mill a light finish pass with lubrication and you will be very happy with your results.