North America | Global
North America | Global
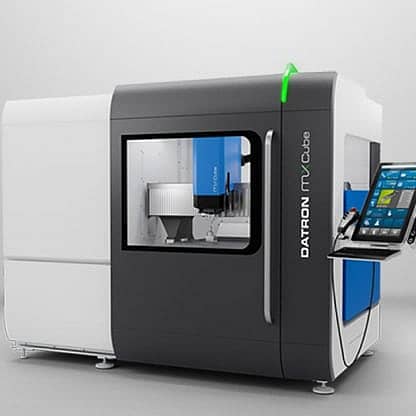
From prototype to production, touchscreen driven DATRON CNC Machines will change the way you work.
DATRON CNC milling machines feature German engineering with precision, ease-of-use, and speed in mind.
DATRON’S next control software brings smartphone-like ease of use and simplicity to operating the machine. DATRON next is the ideal solution for cost-efficient production given different machining requirements, components, and batch sizes.
DATRON machine systems offer a large machining area with a small footprint.
DATRON’s high-speed spindles permit the use of high-speed milling tools that are as small as 0.1 mm while also delivering high cutting performance with tools up to 24 mm in diameter. Spindle speeds up to 40,000 and 60,000 RPM.
The ergonomically designed access to the working area at the front of the DATRON milling machine allows workpieces to be set up quickly and easily. Everything the machine operator needs is clearly laid out.
The revolutionary combination of an integrated camera to assist with probing job setups eliminates the complexity of complicated probing routines with the touch of a finger.
The automatic tool changer options for DATRON machining systems offer up to 143 tool stations, increasing the flexibility and efficiency of the milling machine.
The optimized MQL coolant system was designed from the ground up for ethyl alcohol and offers burr-free finishes with no secondary part cleanup.
Are you planning to further increase your production output through automation? DATRON Dynamics CNC solution experts will be happy to provide advice and assistance.
DATRON high-speed CNC machines produce precision, complex parts that are burr-free and surgically clean in a fraction of the time.
These compact CNC milling systems use very little floor space relative to their large machining area, require less power than traditional machines, and can be customized to meet your exact needs. Looking to finance? No problem, we’ve got you covered! Ask about our simple leasing process for 12 to 84 month lease terms.




DATRON CNC milling machines are rigid and durable high-speed machining centers that improve the quality of your parts while reducing cycle times and operating costs.
They use very little floor space relative to their large machining area and are more energy-efficient than traditional CNC milling machines.

DATRON offers a complete line of high-quality micro grain carbide milling tools specially designed for high-speed machining. The tooling is optimized for machining at 15,000 RPM or above, to deliver superior surface finishes with high efficiency. DATRON tooling is available for purchase on our online tooling store.
DATRON CNC machines and high-speed spindles will increase your feed rates and reduce faster cycle times. The machines and software are optimized so that the entire machining process or workflow is fast and efficient saving you time and money.
Installation is simply easier, so your new DATRON CNC machine is up and running in hours.
Get productive faster with DATRON’s award-winning touchscreen interface.
No oil means your parts come off your DATRON CNC machine lightning fast and surgically clean.

DATRON machines seamlessly integrate with your workflow, so you make parts almost immediately.
Reduce your cycle times by 50% or more with our high-speed spindles and patented tooling technology.
U.S.-based, highly skilled service and support team is ready to quickly resolve any issues you may encounter.
Installation is simply easier, so your new DATRON CNC machine is up and running in hours.
DATRON machines seamlessly integrate with your workflow, so you make parts almost immediately.
Get productive faster with DATRON’s award-winning touchscreen interface.
Reduce your cycle times by 50% or more with our high-speed spindles and patented tooling technology.
No oil means your parts come off your DATRON CNC machine lightning fast and surgically clean.
U.S.-based, highly skilled service and support team is ready to quickly resolve any issues you may encounter.
For over 50 years, Germany based DATRON AG has been designing and manufacturing equipment for high-tech companies across Europe. In 1996, DATRON AG expanded to the North American market by establishing DATRON Dynamics, Inc. in Milford, New Hampshire. Together they have installed thousands of high-speed CNC machines worldwide helping businesses make better quality parts faster.

DATRON Dynamics serves North American Customers. Learn more about how we serve our customers in North America.
DATRON is the Global Headquarters and Manufacturer located in den Gänsäckern, Germany. Learn more about how we serve our customers around the world.
We were running multiple shifts at capacity and now we’re running the DATRON on one shift and still keeping up with demand. Plus, the volume has increased since we got the DATRON in 2011, so we’ve basically increased our productivity by over 300%
Jim Lamson – Hayden Kirk
There is only one machine, and machine builder, on the planet that represents exactly my view of the future of the CNC industry and that’s the next control and the newest generation of DATRON machines.
Jeff Heinz – Senior Prototyping Manager






Our DATRON experts help many customers bring manufacturing in-house. Reach out to our team to see which machine and accessories are the right fit for your parts.