CNC Probing / Surface Mapping

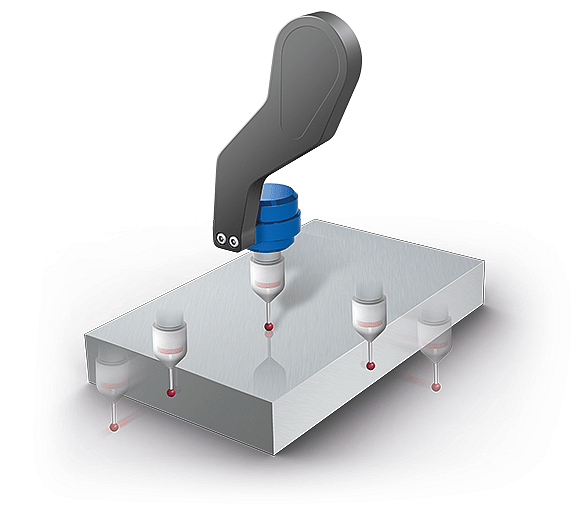
Probing is one of the features available on DATRON high-speed milling machines that earn our German engineers the greatest accolades. But many machinists coming from traditional backgrounds using conventional CNC equipment are not certain how to employ this function in their applications and are unaware of the ultimate benefits of surface mapping and 3D probing. A CNC probe is an instrument that can measure a material’s surface by contact. The measurements can be used to ensure uniform depth of milling and engraving.
In a perfect world, the material blanks we receive from vendors would be perfectly flat – a starting point that would help to guarantee that our finished milled parts will be characterized by uniformity. In reality, this just isn’t the case. For example, two pieces of ½ inch 6061 aluminum from a single vendor could vary in actual depth from one another. There could even be a variance of depth from one end of the blank to the other or multiple peaks and valleys over the entire surface of the sheet. With some applications, a variance of thousandths or microns may not make a difference to the manufacturer. But for many manufacturers producing parts for aerospace, electronics, and medical, tight tolerance is required and accuracy is critical to their success.
So the premise for surface mapping in CNC milling is that a machining center with an integrated probe can take measurements at various intervals or locations (custom matrices) across the surface of the material blank, feed that data into the control software, and adjust the milling program accordingly to maintain an even depth of cut regardless of the blank’s innate surface variance. This is all done dynamically before the milling even begins which helps to minimize waste and maintain part uniformity. But not all parts are flat and therefore they don’t begin with a flat workpiece like sheet material. These parts may begin with rounded blanks like bar stock. In the case of firearm manufacturing, gun companies often have to machine rounded parts like steel gun barrels, or curved parts like gun receivers made of metals such as steel and aluminum.
An example of this would be engraving serial numbers, which is a process that is regulated by the ATF (Alcohol, Tabacco, and Firearms) because they mandate that serial numbers are engraved at a particular depth (currently 0.003”) to make it harder for them to be honed off for use in criminal activity.

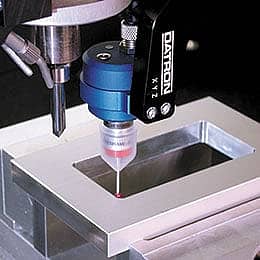
For milling or engraving on rounded surfaces, a probe like DATRON’s Z-Correction Probe is required and in many cases, a rotary axis is also necessary. To machine round stock or engrave on round workpieces, the 4th axis provides the necessary flexibility. The 4th axis integrates seamlessly with the CNC machine control. The 4th axis can be used to substitute either the X or the Y axis and can be dynamically switched under the program control. Together, the 4th and 5th axis provide the flexibility needed for the most complex workpieces. The 5th axis is used to independently rotate each axis including the 4th axis and is dynamically controlled by the machining program. As a result, machining at an angle on a round part is easily accomplished.
But, there are still more great uses for an integrated CNC probe. For example, take part identification or part location. Part identification is when the probe takes measurements to determine which blank has been set up so that it can automatically run the appropriate milling program. This strategy is often used by manufacturers who have a variety of similar but slightly different parts to produce. Again, using firearm manufacturing as an example, 1911 handguns often have similar sizes and shapes but come in a variety of different calibers – from 9mm to 45mm. So, if the manufacturer uses a milling machine with integrated probing for part identification, and even if the machine operator places the wrong blank in the machine, the machine can be programed to run the correct program for that particular part. This eliminates waste, and in that heavily regulated industry, it eliminates headaches as well.
In terms of part location, a machine such as the DATRON M8Cube with the 3D Probe Extension can probe features unique to a particular part to determine the exact position and placement of that part on the machining table. This includes finding centers of holes and bosses, edge finding, and pre-measuring blanks before the machining starts. The 3D Probe extension enables the Z-Correction Probe to function in three dimensions. Intuitive programming allows the machining programs to adjust themselves to the particular workpiece on the machine bed. Material variations in X, Y, and Z can be compensated dynamically to maintain part quality and uniformity. For further quality control, workpieces can be checked after machining almost like a built-in CMM (Coordinate Measuring Machine). Finally, don’t tell your competitors, but, certain parts can even be probed for reverse engineering.