DATRON Makes the Perfect Engraving Tool
I don’t get to write Blogs too often because I’m a Purchasing Agent. But, within the CNC machine tool business, I do have some experience with regard to purchasing capital equipment and cutting tools that may help you out and save you some time. In this case, I’d like to convey a method for purchasing the perfect engraving tool that is ideally suited to your application. This may be somewhat skewed towards DATRON cutting tools and our process, but there is some good general information here that applies to most engraving tools.
What to Know When Ordering Engraving Tools
When you call in to order engraving tools here is some basic information you should be prepared to provide:
- Your Company Name
- Half Angle
- Tip Size
- Shank Size
- What are you engraving? Soft Material: Aluminum Hard Material: Steel
- Volume – how many do you anticipate using in a typical month?
This information gives us what we need to get back to you with pricing, turn-around time and a part number that you can reference for future orders. We will need a purchase order from you before we proceed with placing the order.

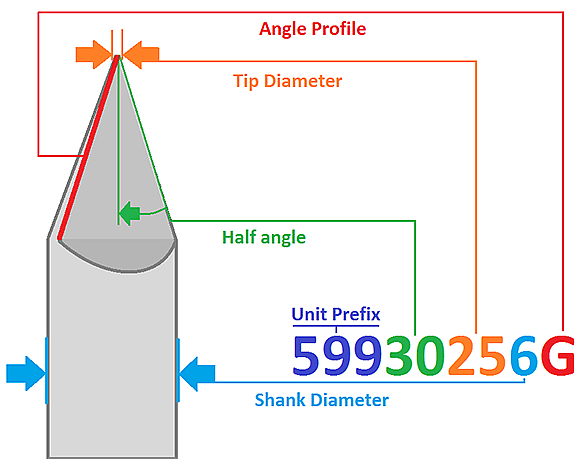
Below I have detailed the nomenclature for our engraving tools and a color-coded diagram. These help us to generate part numbers for engraving tools and may help you to better understand our part numbers.
First 3 digits: Unit Prefix
The unit prefix affects two parameters: shank diameter and tip diameter.
- 599 = metric
- 598 = inches
When you have a 599 prefix, you’ll have metric values for shank and tip diameter.
When you have a 598 prefix, you’ll have inch values for shank and tip diameter.
The requested shank diameter is the main determining factor for unit prefix.
Digits 4 through 5: Half Angle
The half angle dictates the degree of the pointed end of the engraving tool.
Be sure that you specify if you are providing a “half” or “included” angle.
For instance, if you ask for a 90-degree included angle, the half angle will be 45 degrees
This value is unaffected by the unit prefix.
Digits 6 through 7/8: Tip Diameter
The tip diameter is the dimension of the flat end of the engraving tool. This value is affected by unit prefix.
If you request a tip size of 0.5mm, this value will be: 50.
If you request a tip size of 0.010”, this value would be: 10.
If you request a metric shank with an inch tip, we will need to convert:
For example, if you request a 6mm shank with a 0.005” tip: Since the shank diameter determines the prefix (in this case, metric, 599), we will need to convert 0.005” into metric.
This is an easy enough equation: Inch value * 25.4 = metric equivalent. In this instance: 0.005* 25.4 = 0.127mm. At this point, round to the nearest digit, and you have your number: 13.
Even easier: Just Google the conversion to quickly get an answer.
If you have an exceptionally large tip on the engraving tool, exceeding 1mm or 0.100”, an additional digit (8th digit) will be required.
So a 1.5mm tip would use the number 150, or a 0.125” tip would use the number 125.
Second-to-last digit: Shank Diameter
The shank diameter is the dimension of the clamped portion of the engraving tool, that is driven by the spindle.
Common metric sizes: 6mm (use value: 6), 3mm (use value: 3)
Common inch sizes: 1/4 (use value: 2), 1/8 (use value: 1)
Remember: This is the main determining factor in the unit prefix. If you require a metric shank, but ask for an inch tip size, you’ll need to convert the inch value to metric.
Last digit: Angle Profile
The angle profile is a variety of angles applied during the grinding process to the tip and leading edge of the cutting flute. These can be adjusted to be either very sharp (good for softer materials) or very strong (good for tough materials).
There are two choices here:
If you are engraving tool steels, stainless steels, or other hard materials: use letter G.
If you are engraving aluminum, brass, acrylic, or other soft materials: use letter S.
It is important to answer this question because if you use the wrong profiles, you’ll get poor results (decreased tool life cutting steel, burring when engraving aluminum).
Engraving Tool Diagram for Part Number Identification
So, with all that in mind here is an example:
Scenario in metric:
You ask for a 6mm shank engraving tool with a 60-degree included angle, a 10 thousandths tip, so you can engrave in A2 tool steel.
Since you requested a 6mm shank, we will use the metric 599prefix.
Then, from the 60-degree included angle, we can determine that we need a 30–degree half angle
Next, convert 0.010” into metric: 0.010 * 25.4 = 0.254mm, rounded down: 25.
6mm shank = 6 in the part number.
You are cutting steel, so we use the G cutter profiles.
Scenario in imperial:
You call and ask for a 1/8th-inch shank engraving tool, with a 90-degree included angle and a .002” tip for engraving in brass.
Since you requested a 6mm shank, we will use the metric 598prefix.
Then, from the 90-degree included angle, we can determine that we need a 45–degree half angle.
Next, take the 0.002” tip diameter and shorten it: 02.
1/8th inch shank = 1 in the part number.
You are cutting soft material, so we use the S cutter profiles. Part Number is: 59845021S.
We’re Here To Help When you’re Ready To Order
Now fear not! In general, all you need to have prepared when you call to order engraving tools are answers to the 6 questions at the top of this blog. We’ll walk you through the rest. But, I thought it might be helpful for you to see how all of this works, as well as the great care we take in making sure you purchase the perfect engraving tool for your application.