Machinists ask me all the time, “When do I go fast and when should I go slow with a single flute end mill?” Well, as you can imagine, there are a lot of variables at play regarding feed rates for single flute end mill, but let’s try to break it down.
DATRON Single Flute End Mill: exceptional for efficient chip evacuation and high feed rates.
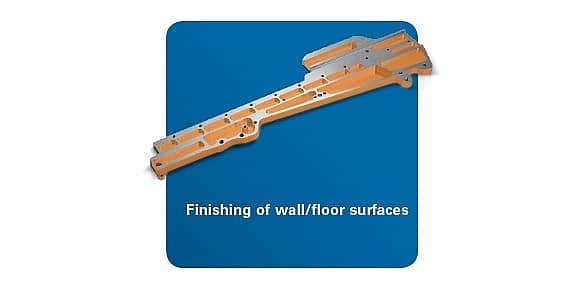
Slow Feed Rates for Single Flute End Mill
Slow (60″/min) – Finishing – If you need an exceptional quality in the finish of a floor or wall, it helps to slow the machine down to take a fine chip and decrease cutter load/cutter deflection.
Medium Feed Rates for Single Flute End Mill
Medium (120″/min) – Slotting – Something a single flute does particularly well is slotting, which is a tool path that has 100% of the tool diameter engaged in the material. Using a proper depth cut (25% of tool diameter), you can cruise along at a decent pace without worrying about clogging up on chips.

Fast Feed Rates for Single Flute End Mill
Fast (180″/min) – Traditional Roughing – When you are using a normal milling strategy, in the range of 33-50% depth of cut (2-3mm) with a 50-70% stepover, you can be fairly safe kicking the speed up, just keep an eye on your spindle load.

Very Fast Feed Rates for Single Flute End Mill

Extremely Fast Feed Rates for Single Flute End Mill
Extremely Fast (300″/min) – Shallow roughing – If you are taking off less than 10% depth of cut (0.60mm), then you should be safe cranking the feed way up. With such a shallow cut, you won’t have to worry about overloading the tool or spindle.