As a machinist, you hear lots of technical terms getting thrown around. The old guys call it one thing and the young guys call it another. If you are not a machinist or are just entering the world of machining, this can be confusing. Today I am going to discuss two of these confusing terms – climb milling and conventional milling. Knowing the difference between the two and the proper application can set you apart from your peers and bring your overall part quality to the next level.
First things first, let’s set some ground rules. We will be running our spindle forward (clockwise) and using a standard end mill – we’ll get into down-cutting end mills and many other tooling options in a later blog post. For now, we are going with standard tools, and we will go through the benefits and drawbacks of both manual and CNC machines.
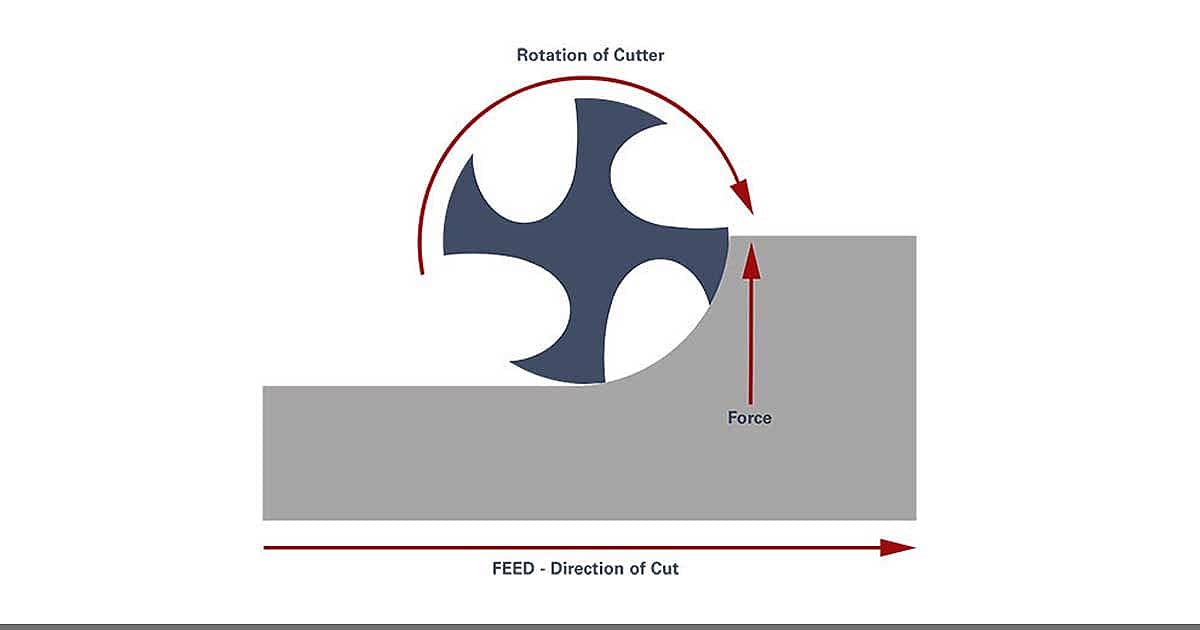
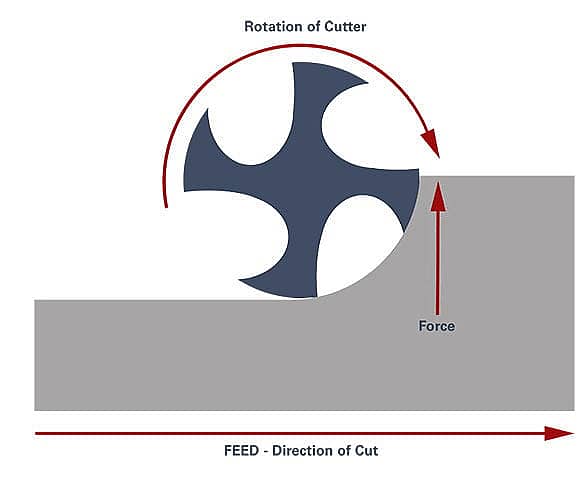
With the tool rotating clockwise, climb milling goes WITH the rotation. Think of the flutes (or teeth of the cutter) as pulling the material or CLIMBING through the material. When climb milling, the flute hits the material at the top of the cut, and the thickness of the chip decreases as the flute cuts. This results in the chips being deposited BEHIND the cut, which is important. The chips clear the cutter, which means you are not re-cutting chips. Since you are not re-cutting chips, the result is a better surface finish and longer tool life. Less power is required from the spindle to climb mill, and the result of the cut is downforce on the material, which can simplify workholding considerations. Also, when finishing the floor of a feature or face milling thin material, the downforce can assist in stabilizing the part.
There are, however, downsides to climb milling, the most severe of which will be found on manual machines. When performing a climb mill on a 60-year-old Bridgeport you can run into some serious issues with backlash. Due to the pulling action of the tool on the material, if you are using a machine that has a good amount of backlash, the tool will grab the material and the table will move whatever distance that backlash is. On some machines, this could not only be disastrous to the part, but incredibly dangerous to the machinist. Tool deflection (which we will cover in another post) with a climb mill will be perpendicular to the tool – so away from and into your part which will affect the thickness of your chip and potentially compromise your accuracy.
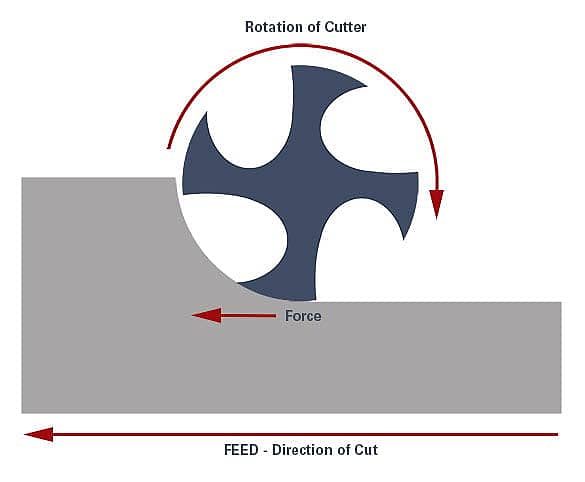
With the tool rotating clockwise, conventional milling goes AGAINST the rotation. The flutes of your cutter are hitting the material and pushing against the rotation, depositing chips IN FRONT of the cut. As expected, that will result in re-cutting the chips, which will both increase tool wear and decrease surface quality. Since the tool hits at the bottom of the part and the flute cuts upward with the chip getting heavier as it cuts, you are creating upward force on the part which can cause workholding issues.
Just as there are downsides to climb milling, there are upsides to conventional milling. When machining things like rough cast iron or hot rolled steel, conventional milling is the preferred method. Especially with hot rolled steel due to the hard black layer on the outer surface. Performing a climb mill on hot rolled steel can result in chipped cutting edges because of the hardness of that outer layer and the more aggressive way the tool engages the rough surface, causing more deflection and potentially heavier chips. Since the tool deflection with a conventional mill tends to be parallel to the tool, it engages the rough surface at a more forgiving rate. Another strong suit of conventional milling is on finish passes. If you rough your profile with a climb mill, which will give you a good surface finish to begin with, and then switch it up on the finish with a light conventional mill you will be surprised by the results. Due to the tool deflection seen with climb milling the conventional mill finish pass will give you a good finish on a light pass. Another option is a “ghost pass” or “spring pass” which is a cut in the opposite direction, in this case conventional, without actually taking a heavier cut. You will see the amount of material being removed, which was left by the tool deflection and it will leave a great finish as long as you lubricate.
Hopefully, I clarified the issue of climb milling vs. conventional milling for you, at least a little bit. Both are useful strategies when applied in the proper situation. Always remember, when it comes to machining, it’s the small details that make all the difference – no matter how small they may seem. If you want to learn more machining tips, check out our latest blog posts.






