Hudson Boat Works: Rowing & Milling at High Speed with MLCube!
Hudson Boat Works needed CNC technology that was capable of building a line of lighter, faster boats comprised of all carbon fiber components.

Hudson Boat Works is an official boat manufacturer for the Canadian National Team and their boats have won 84 World and Olympic Medals since 1984.
Hudson Boat Works is a rowing racing shell manufacturer based in London, Ontario. Jack Coughlan and his brother-in-law, Hugh Hudson, founded the company in 1981. Hudson is an official boat manufacturer for the Canadian National Team and their boats have won 84 World and Olympic Medals since 1984.

In March 2007, Hudson Boat Works began production of their “Shark” line of boats. Their Great White 1x and Hammerhead 8+ shells are currently designed by Steve Killing (Canadian Naval Architect). These sleek boats are faster, more stable, and more comfortable for rowers. Since 2005, Glen Burston, Operations Manager, has been the driving force behind Hudson’s innovation. Glen has applied his Master of Engineering knowledge and National-level rowing experience to transform the company into a cutting edge manufacturing success.
In 2015, plans were set to build a line of lighter, faster boats comprised of all carbon fiber components named Ultimate Super Predator (USP). Hudson’s ability to quickly bring this line to market would solidify their competitive advantage and their standing as industry leader. However, their ability to do this was being hindered by the slow turn-around and high costs associated with outsourcing 90% of their machined parts. In particular, the aluminum molds required to make all of the carbon fiber parts that comprise a rowing scull were projected to be completed over a 3-year period — and that time frame simply wouldn’t do.
Hudson’s Mechanical Engineering Technologist, Cam Fisher recalls, “We have a fairly large 3-axis CNC router that does all of the trimming for the boat hulls and all of the edge profiling of the boats, but it doesn’t have the accuracy needed for mold making.”
So, the search for new CNC machining technology began. It soon became apparent that standard CNC routers wouldn’t have the accuracy they needed for mold making, and with their largest part being on the order of 64 inches from tip to tip a conventional VMC probably wouldn’t have the amount of work area they needed. This was compounded by the fact that the space they had allocated for the machine was 20′ x 10′ (200 sq. feet). However, when Glen Burston found DATRON it seemed that all of Hudson Boat Work’s “pain points” could be addressed. Cam Fisher remembers “In general, you look into your Haas machines because that name is always out there and we looked into some other larger mills. But, Glen came across DATRON and when Jack Coughlan talked to them their MLCube machine just seemed to kind of hit all of the points that we needed. Footprint was one of the big ones because we don’t have a lot of room in our shop to put a very large mill. The MLCube wouldn’t take up too much space and what we could do with a 60″ x 40″ work area would be unreal.”

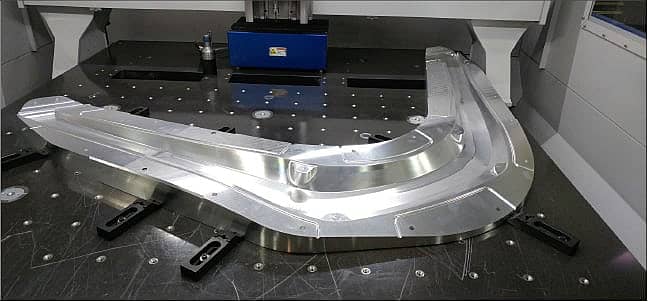
It was decided that Hudson Boat Works would send their largest model to DATRON for them to do a test fit at their Technology Center in New England. This curved part looked almost like a huge boomerang with a span of 64 inches between the two tips. This meant that DATRON had to get a little “creative” with the placement of the part and relocating a tool magazine on the machine bed. But, with this part representing a “worst case scenario” they were confident that they had the right solution for Hudson.
In the end, this proved to be true and Hudson was very excited to purchase the DATRON MLCube. Now, just over a year later, Cam Fisher reports, “Bringing the DATRON machine in was a giant cost avoidance right off the bat. Originally, we were looking at the 2-3 year mark to get everything we needed through outsourcing and the cost of these very large molds was astronomical. With the DATRON, we’re already at the point where we’re ready to offer everything. In less than a year, we’re where we wouldn’t have been until about 4 years from now. Bringing this line of USP boats to market gave us a huge competitive advantage.”
In addition to the milling molds that they’ve completed, Hudson Boat Works manufactures aluminum parts for the rigging on their boats and as planned they have moved on to this production phase for their new line. Fisher says, “Now, I’m coming out of making molds and I’m bringing in production parts. I still had a mold fixture on the machine last week and another part came in and I never took the other fixture off the machine. Because of the conicals, I positioned the new part where I wanted it and was off and running.”
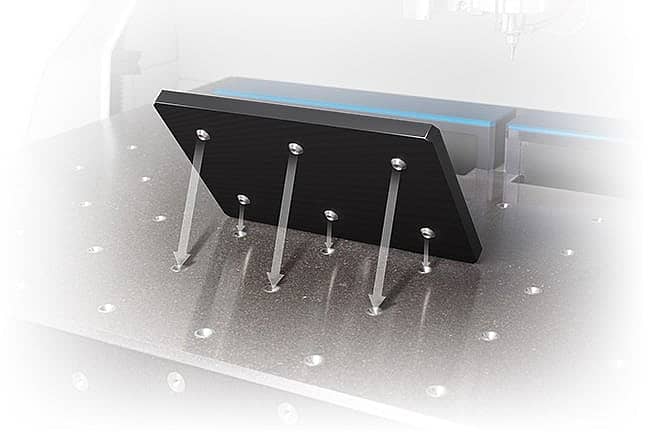
Fisher is referring to a system of conicals integrated into the bed of the MLCube. These conicals are used to position workholding like clamps, pallets and vacuum chucks. The conical cavities are milled by the machine itself on the surface of the machining table. This results in a “boss-in-cavity” system that ensures location repeatability. So, if he’s in the middle of a batch of parts and an unexpected rush project comes in, he can remove one fixture and replace it with the one for the new job. When the rush job is complete, he returns the first fixture to its place and picks up where he left off. Because the MLCube has such a large work envelope, it can accommodate more than one fixture or setup and in the case that Fisher mentioned he just found an empty space on the bed for the new part.
The aluminum rigging parts that Fisher is making now will be welded on the boat’s outriggers and he has been impressed by how the parts come off the machine “Going with ethanol as a coolant for these aluminum parts, they come off the machine and go straight to our welding – because the ethanol evaporates there’s no post work to be done to them. They’re just clean and ready to be welded. That’s a huge time saver.”

But aluminum is not the only metal that Hudson will be cutting on the DATRON machine and Fisher comments on additional plans, “We’ll be bringing in titanium as well. With all of the carbon fiber parts, all of the metal components that go in them are titanium. Titanium’s not a fun metal to cut, but for one part that I’ve done so far on the DATRON I was running at 200-220 ipm which is incredibly fast and I’m still dialing in the feeds and speeds.”
In order to optimize the program for the titanium part, Fisher consulted with one of DATRON Dynamics’ Application Technicians and recalls, “DATRON’s application techs have been great and have sent me a lot of information to help in my effort to dial in the titanium parts. He did a ton of research for me. Since I didn’t have a lot of experience with it, it would have been hard to figure out without a lot of trial and error, but the DATRON guys always come through.”
This kind of relationship between operators and DATRON Applications Technicians is common and is generally initiated during the sales process and solidified during machine installation and training. Fisher says, “We had 3 days of training here at our facility and that’s really all it took, a couple days and we were ready to go. It was pretty mind blowing to have the machine land and the next day we were cutting parts.”
The initial installation included the integration of HSMWORKS which Hudson Boat Workshad purchased at the same time as the DATRON machine. Fisher comments on the ease of integration, “In addition to bringing in the DATRON we also brought in 3D CAM software which we had never used before. We were outsourcing everything, so even if we did a mold in house we were still outsourcing all of the programming. We went with HSMWORKS because we’re heavily SolidWorks-based here. The post that came with HSMWORKS for DATRON couldn’t be better. I was coming in a bit green with just some experience with 2D flat parts, but after running it for a little bit, I think I could train somebody else in 2 days to use this machine even if they’d never seen a DATRON before … or never even seen a CNC machine before. It’s THAT easy!”