When it comes to CNC milling strategies for bulk material removal you may be asking the wrong question.
As the account manager for industrial CNC sales in the Northeast USA, I routinely get asked, “What is the biggest tool you can put in a DATRON machine?” And while I always take time to answer this question, it gives me a bit of a chuckle because DATRON high speed CNC milling machines are all about efficiency with small tools! Now, of course I understand that in spite of the fact that this equipment has huge headroom in the RPM department, it must at the same time be capable and efficient when it comes to milling out larger features and bigger parts – most of our equipment does after all have a work envelope of 30” by 40” – but in the world of high RPM and high speed cutting strategies large features or bulk material removal does not necessarily warrant a large diameter tool.
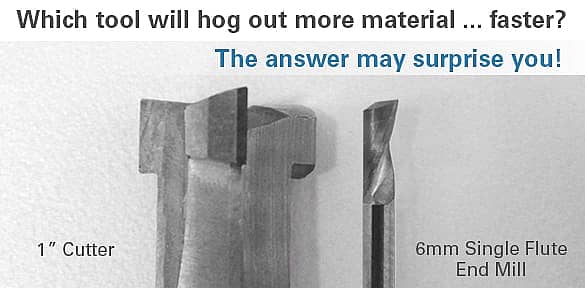
An easy example is the simple process of pocketing: taking a workpiece and milling out an area to create an open space. In this example we’ll assume the pocket is to be 0.75” deep by 2.75” wide by 7” long. Traditional machining methods would involve the use of something on the order of a 1” diameter end mill making a traverse path along the length of this part with standard step down and step over values at typical RPMs of less than 15,000.
Bulk material removal can be done effectively with small tools using a spiral (helical) tool path and high RPM rates.
In the world of high speed cutting and new school cnc milling strategies, a more efficient toolpath can be realized by use of a comparatively small tool, such as a 6mm end mill, and beginning with a helical toolpath that circles all the way down to the final depth. From there, a large percentage of the cutting flute can remain engaged in the material as the tool circles around removing material continuously as it widens it’s circular X/Y path until the full pocket has been created. This type of strategy, when combined with the right RPM and cutting tool geometry, can outperform a physically larger tool that is using lower RPM and traditional strategies.
To summarize, in the world of high speed machining it’s all about making a lot of small chips very quickly. The necessity of a dimensionally large tool to create a dimensionally large feature have been eclipsed by the advent and proliferation of high speed milling machines with the CAM strategies and cutting tool geometry to go along with them.