North America | Global
North America | Global
Machining complex, detailed parts on large, heavy machining centers that were designed to manufacture a wide range of parts can be challenging.
VMCs use large cutting tools and have excessive size and weight that just isn’t needed for smaller tooling. In addition, traditional VMCs require expertise that can be difficult to find and costly to employ. But what if you could make parts faster and easier with a system that was specifically designed for machining complex parts? What if you could reduce your entire part-making workflow exponentially? And what if it was so easy to use, nearly anyone could run it?
Whether you’re looking to bring production in-house or complement your existing heavier VMCs, there’s an easier way to make those more detailed and difficult jobs. The DATRON M8Cube will help you optimize your machining workflow for complex parts by ensuring you can effortlessly set up jobs in minutes and reduce (or even eliminate) secondary operations.
The machine’s capabilities have blown me away. Before, I would spend hours trying to figure out how the parts we outsourced would be made on a machine. The M8Cube has alleviated many concerns about design features and tackles the features with ease.”
Matt Dabrowski – Associate Director of Engineering, Analytical Sales & Services
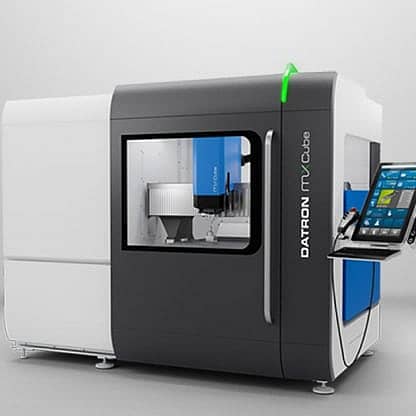
From large parts to nested smaller parts, the compact DATRON M8Cube is designed and built for complex and precision part machining.
The DATRON M8Cube is a high-performance HSC milling machine that is versatile and extraordinarily efficient for a reasonable price. It features a large 40” x 33” work area with a small 69” x 69” footprint, an ergonomic working environment, and a low operating cost. The M8Cube is the top choice for efficiently machining housings, profiles, and panels made of aluminum and other non-ferrous metals or composites.
| Name | Detail |
|---|---|
| Travel | 1,020 x 830 x 245 mm (40” x 33” x 10″) (X, Y, Z) |
| Spindle | 2 kwatt spindle up to 60,000 RPM with direct shank collet up to 8mm 3 kwatt liquid-chilled spindle up to 40,000 RPM with HSK e-25 collet |
| Feed | Up to 22 m/min (866 in/min) |
| Tool Changer | Up to 143 stations automatic tool changer |
| Control System | DATRON next |
| Working Area | 1,000 x 700 x 200 mm (39” x 27.5” x 7.5”) |
| Footprint | 1,740 x 1,740 x 1,950 mm (69” x 69” x 77”) (W x D x H) |
| Weight | approx. 1,300 kg (2,866 lbs.) |
| Machining Table | Polymeric concrete table with a cut out option for vertical part mounting |
| Touch Screen | 23” touch screen offers a visual interface with the next software |
| Power | 400 volt three phase power |
| Name | Detail |
|---|---|
| Coolant | Integrated high-pressure minimum quantity misting system |
| Camera | Optical camera in combination with touch screen visually finds parts |
| Probe | Integrated 3D Renishaw Touch probe for precision part finding |
| 4th Axis | for machining cylindrical parts or multi-sided parts |
| Vacuum Table Work Holding | for machining nested parts from flat thin sheet materials |
| Clamping Systems | low profile mechanical and pneumatic vices with soft jaws |
| Dust Extraction Head | for vacuuming and removal of dangerous or abrasive dust particles |
| Remote Software Monitoring | check in on the status of your machine away from the shop |
| Tool Life Management | tool breakage monitoring with automatic duplicate tool replacements |
| Surface Profiling | measurement and mapping of 3D surfaces and compensation of variances |
| Automation Integrations | 24 volt I/O connections for robots / cobots / pallet systems |
| Autodoor | servo controlled automatic guillotine style door for short cycles or volume production |


Our DATRON Experts Help Many Customers Bring Manufacturing In-House. Reach Out To Our Team To See Which Machine And Accessories Are The Right Fit For Your Parts.
Limited Time Only 4.99% Lease Financing Available!



