So, if you’ve been reading this blog, or cruising through our website, then I’m fairly sure you’re aware that we make an extremely capable CNC vacuum table. It’s the must have fixture for many industries – rapid prototyping, signage, front panels, etc. Where the vacuum table can truly shine is holding very small parts.
I once ran a demonstration for a prospective customer that showed that you can cut an entire 12” x 18” sheet of 0.020” thick aluminum into 6mm discs without having any of them fly off the vacuum table. See video below as an example. You can see that the last cut on the perimeter of these small parts goes through the sheet material exposing our VacuCard paper that sits between the sheet stock and the vacuum table – serving as a sacrificial layer that allows you to cut through the workpiece but not into the top of your vacuum table.
With all of this being said, vacuum tables are an excellent workholding solution, but they require a certain approach to get the most out of them.
1) Vacuum Table with Regular or Dense Hole Pattern?
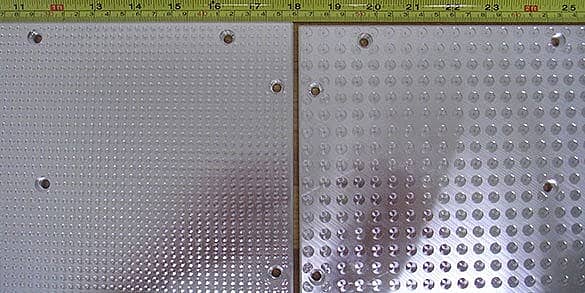
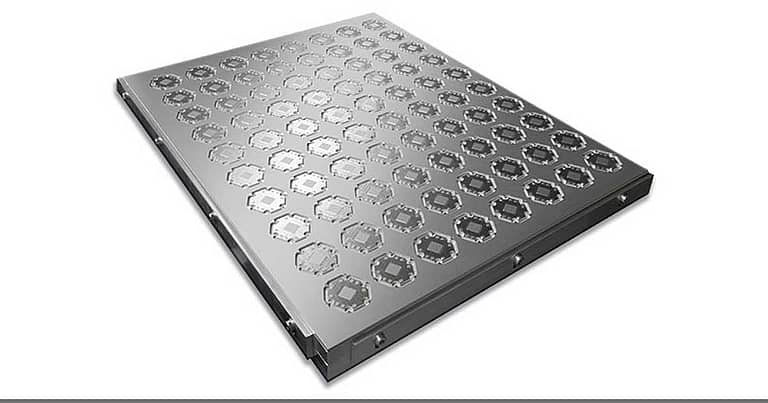
Vacuum Table Tops can be ordered in the standard hole size (right) or in the dense hole pattern (left) which is designed to hold particularly small parts without having them fling off the table when they’re milled free of the sheet material.
The first defining feature of our vacuum tables is the density of the vacuum holes. We have two patterns, regular and dense. The regular pattern is well suited to most of our applications, but when you get down to parts smaller than a square inch, or a more difficult to cut material, a dense hole table is a good choice. The key to the dense hole plate is having more than twice as many holes as a standard plate, thus allowing better suction on smaller parts.
2) Use Vacuum Table Paper
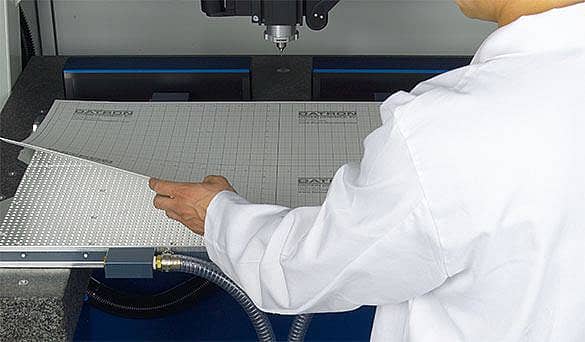
Vacuum table paper known as VacuCard is air permeable but thick enough to allow you to mill through the workpiece without milling into the surface of the vacuum table.
The next step may seem like a no-brainer, but it’s especially important for very small parts. Once a piece of our vacuum table paper (known as VacuCard or VacuFlow) has been cut into, it becomes ineffective for smaller parts. Cuts in the paper allow a path for air to leak by, as well as leave a raised edge that prevents the material from sitting flat on the table.
3) Vacuum Table Strategy

Vacuum table strategy includes both onion skinning and tabbing methods to limit cutting force so that the workpiece stays on the vacuum table.
One of the single most important methods of holding small pieces on the vacuum table is your strategy. If you are a little too gung-ho and try to take out a small piece in one pass, you’ll likely have cutting forces too high for the vacuum to overcome. I always recommend two methods; Onion Skinning or Tabbing. Either one works quite well, simply leave a small amount of material at the bottom of your piece to take out at the end of the operation. This will greatly reduce cutting forces and prevent unnecessary scrapping of parts.
4) Tools for Use with a Vacuum Table

Vacuum Table tool selection obviously is made based on the required process or cut, but in general, the smaller the better … and consider downcut tools for finish cuts.
Use a carefully picked tool in conjunction with step 3 to increase your likelihood of success. My weapon of choice is typically an end mill that is a third the diameter of my original tool, combined with a high RPM and moderate feed rate. With such a small tool, your cutting forces reduce even further to prevent movement of the material. For very stubborn pieces, consider using a down-cutting end mill for finish cuts. Downcut tools push the material down while milling, instead of pulling up, which helps small pieces stay-put.
5) Mill Recessed Areas in Vacuum Table Sacrificial Layer
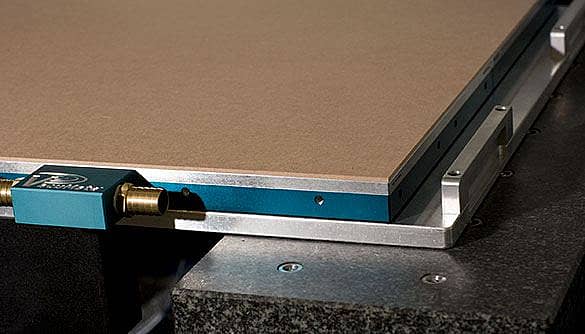
Vacuum table sacrificial layer that can be milled with recessed areas so that your part is held in place by vacuum suction as well as physical support on the sides of the workpiece.
So, your part just isn’t holding, you’ve done everything you could, but it’s not happening. Don’t worry. There’s hope. First, to get the part to a state where it will hold on the vacuum table – you may need to leave some material, but that’s OK. Next, get yourself some MagicBoard, or a porous aluminum. Both have excellent machinability, rigidity, and the ability to let vacuum flow through them. Take either of these materials and mill a cavity into it to retain your part. Now you have physical support on the sides to prevent part movement, which allows you to cut very small parts, very quickly.
So, that’s pretty much it. With a lot of practice and a little patience, using these basic guidelines will find you well on the path to machining some very intricate parts on a very small scale. To learn more about DATRON vacuum tables and other workholding accessories feel free to download this brochure. See the 9 Most Commonly Asked Questions About Vacuum Workholding