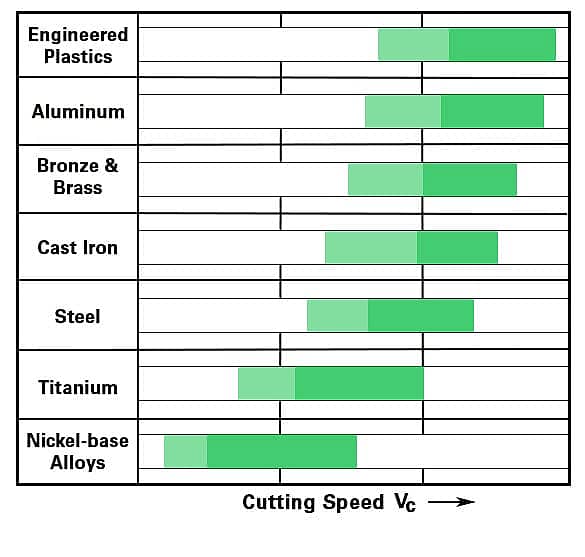
The term “High Speed Cutting” (also known as high-speed machining) is one that has grown in the manufacturing industry significantly in the past 5 to 10 years. In spite of its newfound ‘buzzword’ status, the definition of this process remains somewhat elusive, or at best is defined loosely as simply milling at a sufficiently high RPM. The reality of high speed cutting is a bit more nuanced, but nonetheless demands attention due to the significant efficiencies it affords. In this post we will take a look into the inception and development of the high-speed cutting as a process. Research and development of high speed cutting methodology was advanced most significantly in the late 70’s and early 80’s by way of the Advanced Manufacturing Research Program, funded by DARPA. The goal of this program was to identify a means of faster material removal by use of significantly higher RPM and feed rates than were traditionally employed. This program tested cutting speeds (Vc) that ranged from as little as 0.05 in/min to as high as 960,000 in/min and beyond. Similar research was being done in Europe during the mid 1980’s at the Technical University of Darmstadt. The results of these research efforts was the realization that the ‘sweet spot’ of a high speed cutting process varies depending on that material being milled as well as geometry of the cutting tool. In general, these sweet spots are defined as follows:
Once the threshold into the HSM range has been reached, the benefits of this cutting method start to show themselves. The advantages of high speed cutting are realized in four major areas:
1.) Increased machining accuracy
As the cutting speed increases, the cutting force decreases due to a phenomenon called thixotropy – or the property of a material to be “work softened” due to the shear strain imparted on it by the tool’s cutting edge, and then to revert back to the original hardness properties once the cutting process is complete. This property is particularly true for aluminum alloys, which makes aluminum an ideal candidate for high speed cutting processes.
2.) Improvements in surface finish
General machining knowledge tells us that friction heat in a milling processes is generated equally on each side of the tools cutting edge (accounting for nearly 80% of all induced friction heat) with another 20% being generated by the deformation or bending of the resulting chip. In a high speed cutting process the chipload is evacuated at such a high rate that the majority (approximately 60%) this friction based heat does not have sufficient time to conduct into the surrounding workpiece or to the tool itself. As a result the machined surface finish exhibits superior quality with an appreciable reduction in temperature induced workpiece degradation.
3.) Reduced bur formation
Based on studies focused on high speed machining best practices, a notable decrease in bur formation is observed once a sufficiently high cutting speed has been achieved. This reduction in bur formation is a function of both the cutting speed itself but also proper geometric design of the cutting edge. In short, a cutting tool that has been properly design to suit the work material which is rotated at sufficient speed affects a cut that is rapid enough to shear the material completely and cleanly – thereby reducing or eliminating the formation of a bur.
4.) Improved Chip Evacuation
Similar to the reduction in bur formation, the improvement in chip evacuation enjoyed by those employing high speed cutting practices is primarily a result of the cutting tool geometry combined with the high energy state produced by the RPM being applied. With a cutting speed in excess of 500 m/min, and a cutting tool optimized to evacuate a large volume of chips in a short period of time, the resulting chipload can be ejected from the processing area with a high velocity, greatly reducing the possibility of re-machining of chips or damage to the work piece due to an abundance of residual chips. With spindle speeds in the range of 8,000 to 12,000 RPM becoming very common in the machine tool market, the ability to leverage the advantages of high speed cutting in steel, cast iron and nickel-based alloys is already available to manufacturers who are willing to adapt their strategies to those that fit with HSC best practices. High speed cutting of non-ferrous materials such as brass, aluminum and engineered plastics demands a significantly higher RPM capability, and as such those wishing to take advantage of the benefits of high speed cutting for these materials must focus on milling equipment capable of operating at high speed spindle speeds of 25,000 to 50,000 RPM or more. With the need for machined parts which display ever increasing levels of precision and quality, high speed cutting offers a means of working “smarter, not harder” – by taking advantage of a CNC milling system where a synergy between material, cutting tool and cutting speed allows performance levels unseen in traditional machining practices.