
Marking Die Production
I’ve had the distinct honor of working closely with a large company over the past few months to develop a highly-automated system for creating roll marking dies. Before I continue talking about marking die production, you might be saying “what’s a roll marking die?”
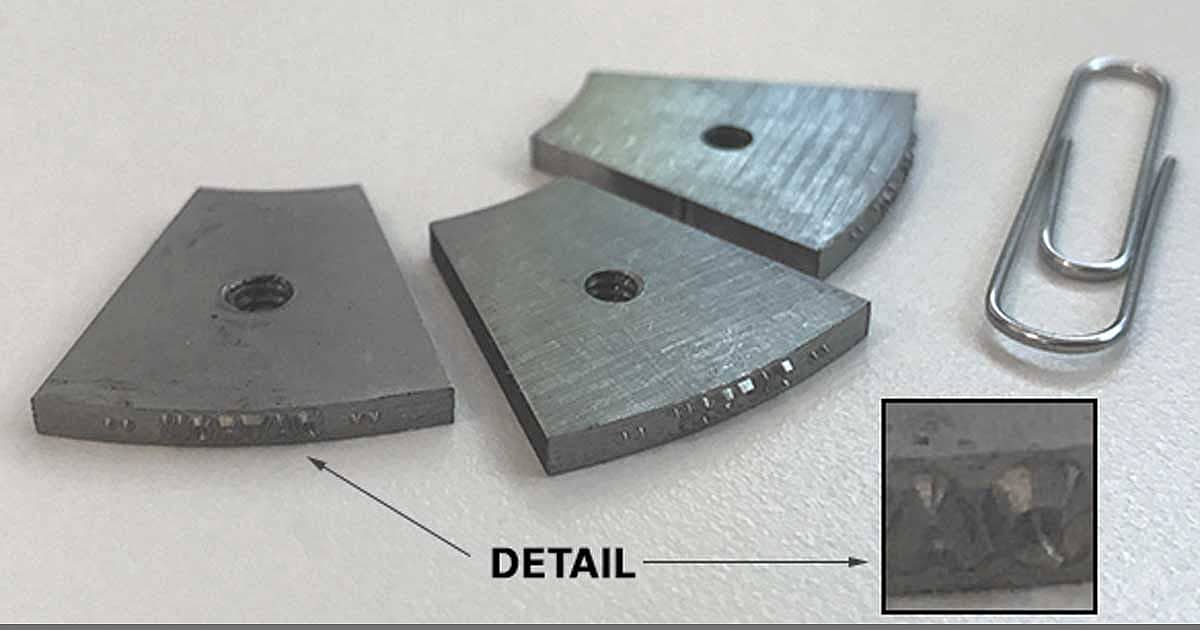
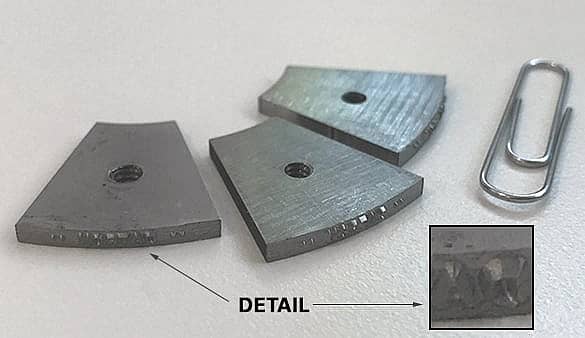
Steel roll marking die with serial number machined by DATRON high-speed milling machine.
What is a Roll Marking Die?
A marking die (roll or otherwise) is used to stamp information onto parts during the manufacturing process. They are used in all kinds of industries – from hardware and firearms to automotive. When a company needs their logo, part code and traceability code embossed on every part going out the door, but engraving or laser marking take too long, roll marking is the way to go.
Using High-Speed Milling to Produce Marking Dies
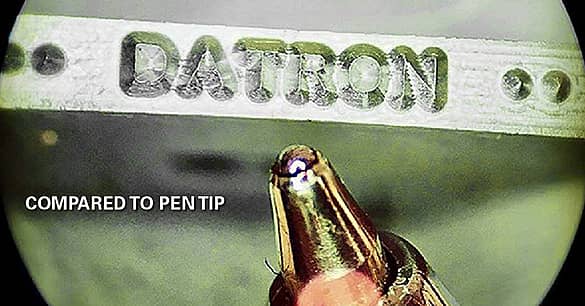
A big emphasis for this customer was in creating very small features, some less than 0.010”. There are a few DATRON features that work especially well with creating dies like this that I’d like to share with you.
- High RPM – When you’re working with extremely smaller letters, you work with even smaller tools. As the tip size of your tool drops, your SFM (surface feet per minute) drops accordingly. This can become a real issue once you need to utilize a “zero tipped” engraver, since a tool that comes to a fine point and has virtually no SFM. This is where having a 60,000 RPM spindlecomes in handy and can be very helpful. Being able to utilize all that RPM helps to keep the tip from getting overloaded and will prolong its life.
- Proper tooling – Strangely enough, a good old-fashioned split shank engraver is the tool of choice in this arena, with some minor caveats. These tools work well with high-RPM engraving due in part to their ability to properly evacuate a chip. Also, be certain to spec a tool that has the correct cutting angles for the material you are working in, otherwise, the tool probably won’t last very long.
- Minimize Runout / Vibration – When you’re tooling up for a job like this, take some time to inspect your collets/tool holders. If you are using an adapter ring, double check that it is not introducing too much runout. If you don’t check, you will ultimately see the problem in the lack of clarity in the part. Also, ensure that the engravers you order have a short split shank, otherwise they may vibrate excessively at high RPM which will also lead to a poor finish.
- High precision – When you are making letters and numbers that are only as high as two human hairs stacked together, you may want to consider dialing in your settings. Start by setting your cut tolerance in your CAM software to a tighter value (go overboard – don’t be afraid to set it at 0.0001”). Then set your machine values to match: Dynamics 1 and Contour Smoothing at 1.2x your cut tolerance.
- Warmup your spindle – This is standard procedure, DATRON or not, but consider running an extended warmup to get your spindle thermally stable. This will mitigate the effects of thermal expansion during long periods of milling. Run a 5-10 minute warmup cycle at the peak RPM in your program. When that’s complete, measure all your tools, then get to work.
This Blog just scratches the surface in the world of marking dies, but with some thoughtful implementation of these recommendations, you’ll be leaving your mark in no time.